























|
詳細情報 |
|||
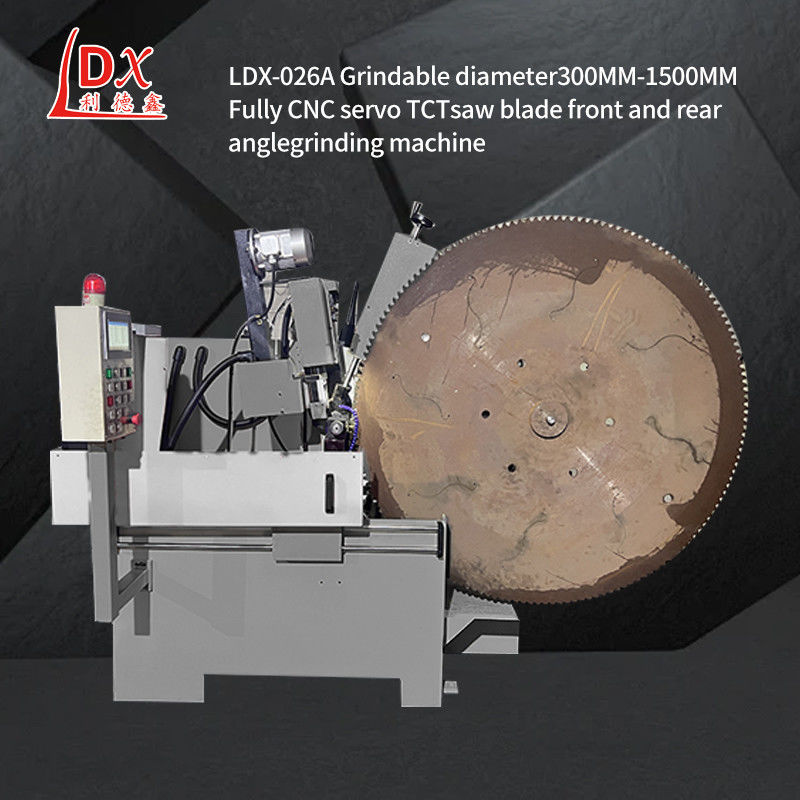
| 負のチャンファーの磨き: | -27° | 研磨頭回転角: | 研ぎ頭回転角:90°と180° |
|---|---|---|---|
| 電圧: | 三相 380v | 装置の総重量: | 1000KG |
| シール網の厚さ (鋼板): | 1~12mm | 歯の左/右傾斜: | 歯の上部/歯の面 45° |
| ハイライト: | カービッドサーブブレード磨き機,前後角磨き機 |
||
製品の説明
LDX-026A1500MM フルCNCカービッドソーブレード フロントとバックアングル・ブレディング・マシン
歯車磨き機の操作手順:
1歯は,一般的に2種類の歯があります. 一つは三角形歯であり,もう"つは曲げた歯です.歯の種類は,磨き前に決定する必要があります. 機械が動作しているとき,歯の形を変え,磨かれる歯の形を選択するために,L形のレンチを用いなければならない..
2開始する前に,磨き車とサーブブレードとの距離は少なくとも10mmであり,その後開始します.磨き車とサーブブレードとの距離は少なくとも10mm保たなければならない.プッシュ爪のストローク調整棒を調整し,プッシュ爪の衝撃点は適切な位置にあるように,
3機械を起動した後,上と下の歯が磨いている場合,針とスケールディスプレイを示す,上と下の歯の調整棒の違いを調整します.上下両歯が歯磨きをしている場合高歯と低い歯の違いのために調整レバーを調整し,指示針とスケールは0として表示されます.
自動アライナメント技術は,迅速かつ正確に歯の溝の境界の位置を取得するために設計されています.自動アライナメントを達成するには様々な方法があります,そのうちのいくつかは一般的です.
1"音響放出センサー (AE) ツールの設定方法: ツールの設定は,研ぎ輪と歯車の接触および非接触によって発生する騒音の頻度の変化をモニタリングすることによって行われます.この方法では,音響放出センサーに対する要求が高くなります信号が弱くてセンサーが検出できない場合,歯車作業部件に損傷が発生する可能性があります.
2機械内測定システム ツール方法: 大型のCNC形状回輪磨き機は,通常,機械内測定システムで装備され,このシステムを磨きツールに使用します.高度な精度だけでなくシステムでは同時に,最適な研磨方法を策定するために,歯車空の研磨量も計算できます.
3さらに,自動アライナメントを達成するために,それはまた,CNCギア磨き機の加工プログラム編集原則に従って調整することができます.例えば,工品材料のモジュールと精度要求に応じて処理プログラムに移動がある場合,入力速度を減らす必要があります.移動後も一定の速度を維持する必要があります.
| 主な技術パラメータ: |
| 処理の外径の範囲:¢300~¢1500mm |
| シール刃の内部穴:¢10-220mm |
| サーブ網 (鋼板) の厚さ:1~12mm |
| ピッチ範囲:7-100mm |
| 歯の顔角:5°~+30° |
| 歯の上部背面の角度:6-45° |
| 歯の左/右傾斜:歯の上部/歯の面 45° |
| 切断器の磨き筋範囲:最大25mm (調整可能な) 歯/分 |
| 磨き速度:0.5~6mm/s |
| 作業速度:最大20歯/分 |
| 研ぎ輪の寸法 (外径*穴) (¢125mm*¢32mmX2mm) |
| 負のチャンファー磨き: -27° |
| 研磨頭回転角: 90°と180°研磨速度: 26m/s |
| 冷却液ポンプ流量:501/分 |
| 冷却液シリンダー容量: 85L |
| 総電源: 2.2KW |
| 電圧:三相 380v |
| 設備の総重量:1000KG |
| 外見 ((長さ*幅*高さ):1600×1300×1900mm |
| 技術的な特徴: |
| この機械は,国内外の類似型の特徴を参考にして設計されています.同じタイプの優位性を吸収し分析し,同時に機能を一定程度向上させる. |
| 1. 複数の歯のタイプをプリセットし,1つのキーで多機能操作. |
| 2. トラペソイドの平坦な歯は,一度に完成することができます,CNC磨きと任意の歯タイプを特徴付け,効率を3倍向上することができます.改善された歯抜き操作の採用により精度が向上し,使用寿命が延長されます. |
![]()
![]()
![]()