






















|
詳細情報 |
|||
| 送りストローク: | 1-28mm (ステップレス変速) | 冷却液ポンプの流れ: | 501/分 |
|---|---|---|---|
| 総力:: | 4.3KW | 研ぎ輪の寸法: | 80*100*32mm |
| 前側の傾き角,傾き角: | 5°~15° | 外径の寸法: | 1.75*1.4*2.0mm |
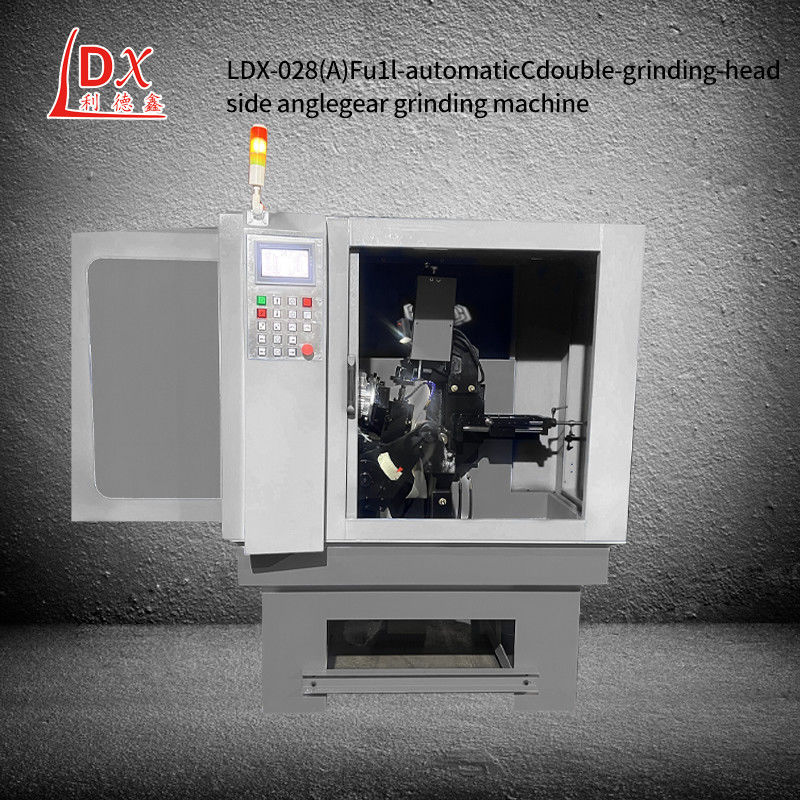
| ハイライト: | 完全に閉ざされた頭側磨き機,頭側二重磨き機 |
||
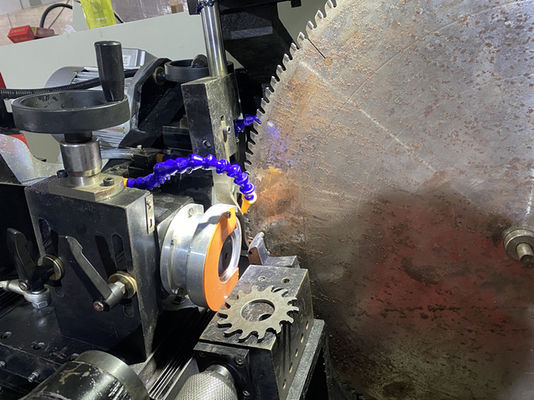
製品の説明
LDX-028A 完全に閉ざされたCNCサーボ丸型サーブ刃の二重磨き頭側磨き機
操作手順:
1,1 モードA
2手動でナイフをセットして 左と右の5を入力します つまり,左と右の5本のワイヤーを足すと合計10本のワイヤになります
3"Aモード"は2回
4手動で良いナイフをセットし,左フィード 1, 21 (5) (10) 最初のナイフは5本のワイヤを磨く,2番目のナイフは合計10本のワイヤを磨く,2番目のナイフは重なり合っている.
円形サーグギア磨き機の電気システムが故障すると,次の手順を実行できます.
1まず,故障の症状,発生時間,作業環境,その他の情報を含む故障の具体的な状況を理解します.同時に,関連する機器のマニュアルを確認してください.,電気システムの構造と動作原理をよりよく理解するための回路図やその他の情報.
2電気の故障をチェックし修理する前に,電源を切断し,隔離手袋や靴などの必要な安全対策を講じます.電気ショック事故を防ぐために.
3電源ケーブル,電源スイッチ,電源の安定性を確認して 普通の電源を確保してください.適当な試験ツールを使用して,電源電圧と電流を測定し,異常があるかどうかを確認します.モーターの正常な動作を確認するために,モーターの電源とワイヤリングを確認します. モーターが故障した場合,モーター保護装置が起動していることを確認し,欠陥のあるモーターを修理または交換する..
| 技術パラメータ: |
| サーブ・ウェブ加工直径範囲:¢100~¢800mm |
| 切断網の直径: 12~220mm |
| サーブ網の厚さ (鋼板):1-7mm |
| 歯の隙間: 5-80mm |
| 前方傾斜角,傾斜角: 5°~15° |
| 半径角: 3°~15° |
| 動作速度: 18 歯/分 |
| 給餌ストロック: 1-28mm (ステップレス変速) |
| 研ぎ輪の寸法: 80*100*32mm |
| 磨き速度: 26m/s |
| 冷却液ポンプ流量: 501/min |
| 冷却液シリンダー容量: 90L |
| 総電源:4.3KW |
| 電圧:三相 380v |
| 体重: 1,100KG |
| 外径:1.75*1.4*2.0mm |
| 技術特性: |
| 操作が簡単で直感的な中国語操作インターフェイスが 大きなタッチスクリーンで対応しています設定された手順や自己コンパイルされた手順は,呼び出すより便利です高品質の高精度鋳造材と加工部品の採用により,この装置は,高精度鋳造材と加工部品の採用により,高精度鋳造材と加工部品の採用により,設備の使用寿命が大きく延長される1人が同時に多くの機器を操作できるので,生産効率が大幅に向上します.そしてコストは減ります. |
![]()
![]()
![]()
![]()
この製品の詳細を知りたい