





















|
詳細情報 |
|||
| サーブ・ウェブ加工直径範囲: | ¢100-¢800mm | 切断網の直径: | 12~220mm |
|---|---|---|---|
| シール網の厚さ (鋼板): | 1-7mm | 半径角: | 3°から15° |
| 動作速度: | 18歯/分 | 研ぎ輪の寸法: | 80*100*32mm |
| ハイライト: | 刀刃の側角磨き機,二重磨き側角磨き機 |
||
製品の説明
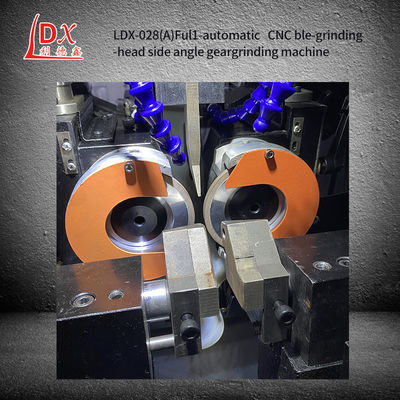
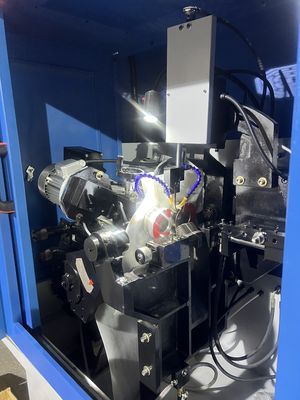
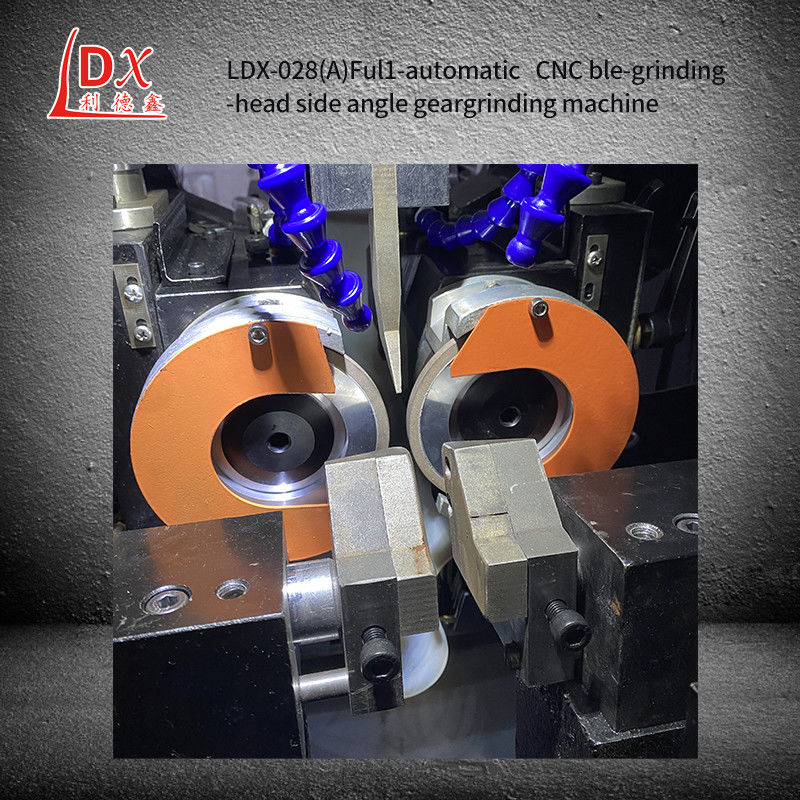
LDX-028A フル CNC ダブル 磨き頭 円形 刃 側角 磨き 機械 工場 直売
作業原理 CNC サーブブレード磨き機:
1" 2つの回転式円盤研磨輪の狭い側面は,ラックの2つの歯の表面に相当します.作業部品は,ローリングディスクと鉄筋を通って移動します.そしてテーブルは,すべての歯の幅を磨くために作業部品の軸に沿って前後を移動
2歯を磨いた後 歯を切り離す頭筋が 歯を切り離します
3この機械は,追加の装置を使用して螺旋歯を磨くこともできます.磨き輪が内輪に挿入されれば,内輪は磨くことができます.この種の機械は,一般的に水平に配置されています. 直径が1メートル以上の場合,垂直配置が採用されます. 精度は4レベルに達します. 高精度ギアを磨くのに適しています.
磨きプロセスの制御:
1磨き過程では,磨き物の均一性と対称性を確保するために,サーブブレードと磨き石の間の角は常に維持されます.
2磨き深さは,サーブ刃の材料と加工された材料の硬さに応じて調整します.オーバー磨きや下磨きを避けるために,それぞれの歯の磨き深さが一貫していることを確認します..
3磨き過程では,歯の磨きが過剰または不十分になるように,歯を均等に磨く必要があります.磨き速度と磨き時間の制御によって磨きの均一性を確保することができます.
| 技術パラメータ: |
| サーブ・ウェブ加工直径範囲:¢100~¢800mm |
| 切断網の直径: 12~220mm |
| サーブ網の厚さ (鋼板):1-7mm |
| 歯の隙間: 5-80mm |
| 前方傾斜角,傾斜角: 5°~15° |
| 半径角: 3°~15° |
| 動作速度: 18 歯/分 |
| 給餌ストロック: 1-28mm (ステップレス変速) |
| 研ぎ輪の寸法: 80*100*32mm |
| 磨き速度: 26m/s |
| 冷却液ポンプ流量: 501/min |
| 冷却液シリンダー容量: 90L |
| 総電源:4.3KW |
| 電圧:三相 380v |
| 体重: 1,100KG |
| 外径:1.75*1.4*2.0mm |
| 技術特性: |
| 操作が簡単で直感的な中国語操作インターフェイスが 大きなタッチスクリーンで対応しています設定された手順や自己コンパイルされた手順は,呼び出すより便利です高品質の高精度鋳造材と加工部品の採用により,この装置は,高精度鋳造材と加工部品の採用により,高精度鋳造材と加工部品の採用により,設備の使用寿命が大きく延長される1人が同時に多くの機器を操作できるので,生産効率が大幅に向上します.そしてコストは減ります. |
![]()
![]()
![]()
![]()
この製品の詳細を知りたい