






















|
詳細情報 |
|||
| サーブ・ウェブ加工直径範囲: | ¢300-¢1500ミリ | 切断網の直径: | 12~220mm |
|---|---|---|---|
| 歯ピッチ: | 5-110mm | 半径角: | 3°から15° |
| 冷却液シリンダーの体積: | 90L | 外径の寸法: | 1.75*1.4*1.9m |
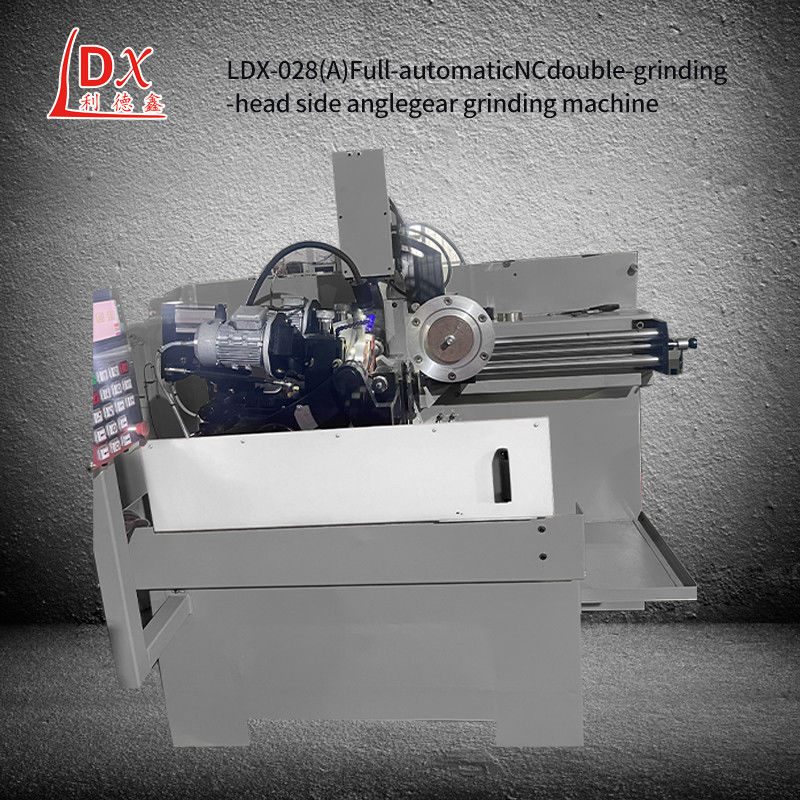
| ハイライト: | CNCヘッドサイドシャーピングマシン フルセルボヘッドサイドシャーピングマシン,Full Servo Head Side Sharpening Machine |
||
製品の説明
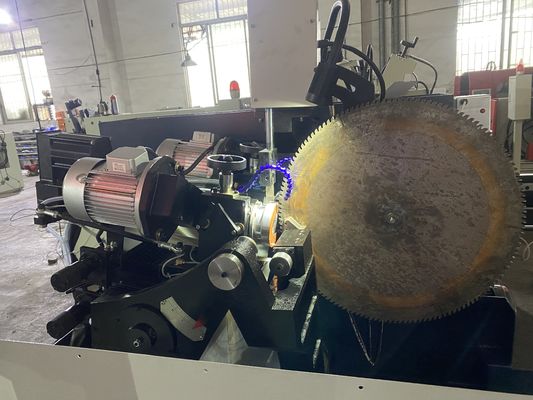
LDX-028A フルサーボ CNC 円形 刃 双重 磨き頭 サイド 磨き 機械
歯車磨き機が停止した場合の対処法:
1適切な注意事項を 理解する必要があります. 機械は,歯車磨き機の使用を停止した後,注意を払うべきことを伝えるためにここに.
2また,機器内の潤滑油の液体レベルをチェックする. 液体レベルを測定する. 液体レベルを測定する.
3滑滑が必要であれば,手動で満たし,機械がより良い滑滑滑状態を維持していることを確認します.機械の部品の腐蝕を防ぐために,日焼け止めを塗る必要があります..
CNC 歯車磨き機の数値制御座標軸機能:
1X軸は,通常,導線によって支えられ,数値制御システムによって動かされ,モーターを制御する.X軸の動きの速度と精度は,磨き効果に重要な影響を与える.
2Y軸は,移動を実現するためにCNCモーターで制御されるガイドレールによって支えられています.Y軸の移動速度と精度は,磨き効果にも重要な影響を与える.
3Z軸は,通常,導線によって支えられ,数値制御システムによって動かせられ,モーターを制御する.Z軸の精度は,加工表面の質と精度に直接関係しています.
4C軸は,通常,駆動装置と固定装置のサポート装置から構成される.C軸の回転精度は,高精度で対称な加工部品にとって非常に重要です.
| 技術パラメータ: |
| サーブ・ウェブ加工直径範囲:¢300~¢1500mm |
| 切断網の直径: 12~220mm |
| サーブ網の厚さ (鋼板):1-15mm |
| 歯の隙間: 5~110mm |
| 前方傾斜角,傾斜角: 5°~15° |
| 半径角: 3°~15° |
| 動作速度: 18 歯/分 |
| 給餌ストロック: 1-28mm (ステップレス変速) |
| 研ぎ輪の寸法: 80*150*32mm |
| 磨き速度: 26m/s |
| 冷却液ポンプ流量: 501/min |
| 冷却液シリンダー容量: 90L |
| 総電源:4.3KW |
| 電圧:三相 380v |
| 体重: 1,100KG |
| 外径1.75*1.4*1.9m |
| 技術特性: |
| 操作が簡単で直感的な中国語操作インターフェイスが 大きなタッチスクリーンで対応しています設定された手順や自己コンパイルされた手順は,呼び出すより便利です高品質の高精度鋳造材と加工部品の採用により,この装置は,高精度鋳造材と加工部品の採用により,高精度鋳造材と加工部品の採用により,設備の使用寿命が大きく延長される1人が同時に多くの機器を操作できるので,生産効率が大幅に向上します.そしてコストは減ります. |
![]()
![]()
![]()
この製品の詳細を知りたい