





















|
詳細情報 |
|||
| シール刃の内穴: | ¢10~220mm | ピッチ範囲: | 7〜100mm |
|---|---|---|---|
| 主な技術パラメータ:加工の外径の範囲: | ¢100-¢800mm | 作業速度: | 最大 20 歯/分 |
| 研磨頭回転角: | 90°と180° | 電圧: | 三相 380v |
| 外見 ((長さ*幅*高さ): | 1500×1300×1800mm | ||
| ハイライト: | TCT 円形刀片磨き機 円形刀片磨き機,Circular Saw Blade Grinding Machine |
||
製品の説明
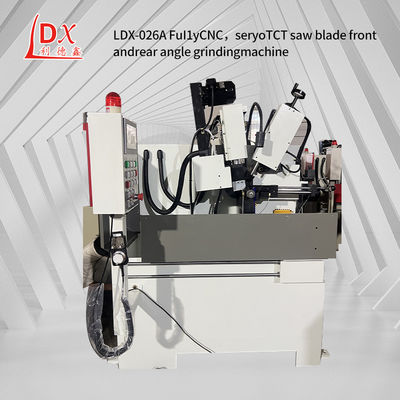
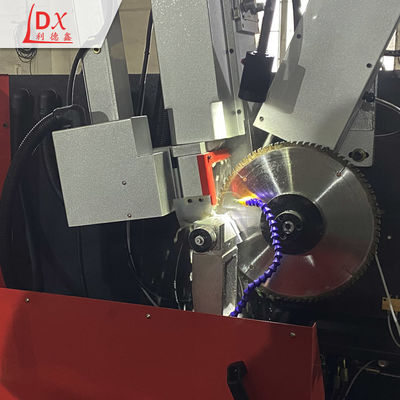
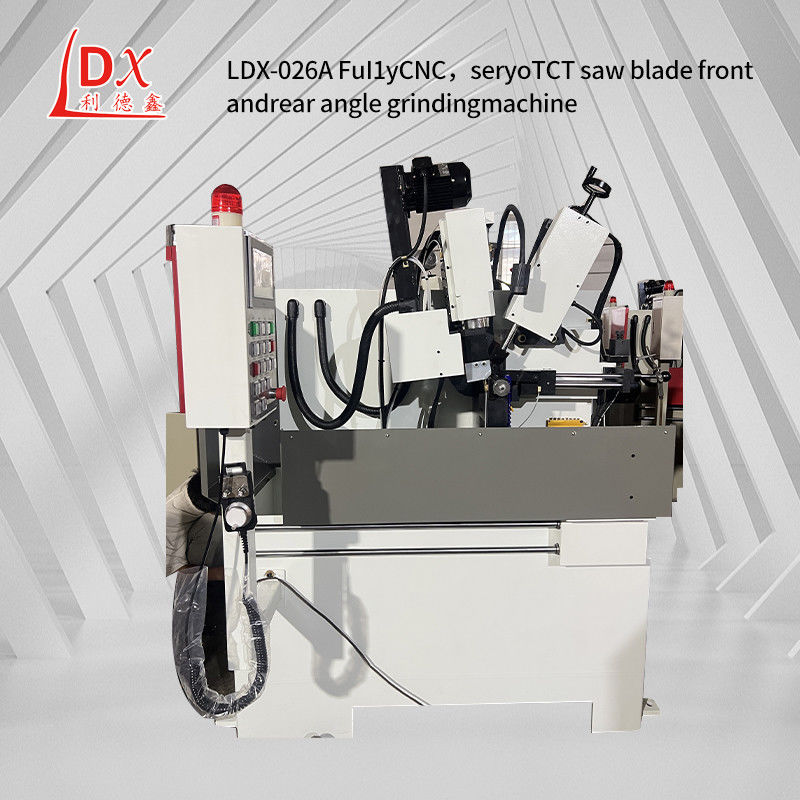
LDX-026A サーボスイングアングル フルCNC TCT 円形サーブブレード研磨機
CNC磨き歯の学習は,どのくらい:
1機械加工の原理,プロセス流程,一般的な機器とツールを理解します.
2"CNCギア磨き特殊機械ツールの操作方法と関連する技術要件を習得する.
3数値制御装置の磨き技術を 数ヶ月で習得できる人もいます他にはもっと時間が要るかもしれません継続的な学習と練習は,あなたのスキルを向上させるための鍵です.
ダイヤモンドの刃は,どの側面に注意を払う必要があります:
1ダイヤのサーブブレードを設置する際には,軸,チャック,フランジをきれいに保ち,フランジの内径はダイヤモンドのサーブブレードの内径と一致します.フレンズとダイヤモンドの刃が密接に結合していることを確認するために精密で正確な位置付けピンが設置され,ナッツが締められます.フレンズのサイズは適切でなければなりません.外径がダイヤモンドの刃の直径の1/3未満でなければならない.
2装置の装置を起動する前に, 装置の装置を操作する1人の人が安全であることを確認し, 装置の装置が正しく回っているかどうかを確認します.振動がないダイヤのサーブブレードが設置された後数分間無動状態で,滑り,揺れ,振動がない状態で正常な作業を行う.
3作業時,作業台を固定し,プロファイルの精巧で正確な位置が切削ツールの方向に完全に合致して,異常な切削を引き起こさないようにする必要があります.側圧や曲線切断が適用できない材料は安定して,作業部位の隣の刃の衝突接触を避けるために,直接ダイヤモンドサーブ刃の損傷につながる,または作業部位が飛び出して,事故が発生します.
| 主な技術パラメータ: |
| 処理の外径の範囲:100〜800mm |
| シール刃の内部穴:¢10-220mm |
| サーブ網の厚さ (鋼板):1-8mm |
| ピッチ範囲:7-100mm |
| 歯の顔角:5°~+30° |
| 歯の上部背面の角度:6-45° |
| 歯の左/右傾斜:歯の上部/歯の面 45° |
| 切断器の磨き走行範囲:最大25mm (調整可能な) 歯/分 |
| 磨き速度:0.5~6mm/s |
| 作業速度:最大20歯/分 |
| 研ぎ輪の寸法 (外径*穴): (¢125mm*¢32mmX1mm) |
| 負のチャンファー磨き: -27° |
| 磨き頭回転角:90°と180° |
| 磨き速度: 26m/s |
| 冷却液ポンプ流量:501/分 |
| 冷却液シリンダー容量: 85L |
| 総電源: 2.2KW |
| 電圧:三相 380v |
| 設備の総重量:900KG |
| 外見 ((長さ*幅*高さ):1500×1300×1800mm |
| 技術的な特徴: |
| この機械は,国内外の類似型の特徴を参考にして設計されています.同じタイプの優位性を吸収し分析し,同時に機能を一定程度向上させる. |
| 1. 複数の歯のタイプをプリセットし,1つのキーで多機能操作. |
| 2. トラペソイドの平坦な歯は,一度に完成することができます,CNC磨きと任意の歯タイプを特徴付け,効率を3倍向上することができます.改善された歯抜き操作の採用により精度が向上し,使用寿命が延長されます. |
![]()
![]()
![]()
この製品の詳細を知りたい